ภาพ 2 ทําการตัดกลึงโดยไมมีแรงเคน (Stress) ที่กระทํากับช ิ้ นงานขณะกลึง แตงผิวสําเร็จ (ภาพจําลอง)

ภาพ 2 ทําการตัดกลึงโดยไมมีแรงเคน (Stress) ที่กระทํากับช ิ้ นงานขณะกลึง แตงผิวสําเร็จ (ภาพจําลอง)
ขนาดของการตัดกลึงระหวางเพ ิ่งเปดเคร ื่ องกับกระบวนการหลังจากน ั้นจะไมเทากัน ภาพ 1 แสดงความแมนยําของการตัดกลึงที่ตางกันเม ื่ อเทียบระหวางมีการอุนเคร ื่ อง กอนเร ิ่ มงานกับไมมี (ภาพจําลอง)
ภาพ 1 ตัวอยางหน ึ่ งจากเคร ื่ องตัดกลึงอเนกประสงค

ภาพ 1 แสดงการตัดกลึงดวยเคร ื่ องจักรกลทรงแนวต ั้ งและทรงแนวนอน
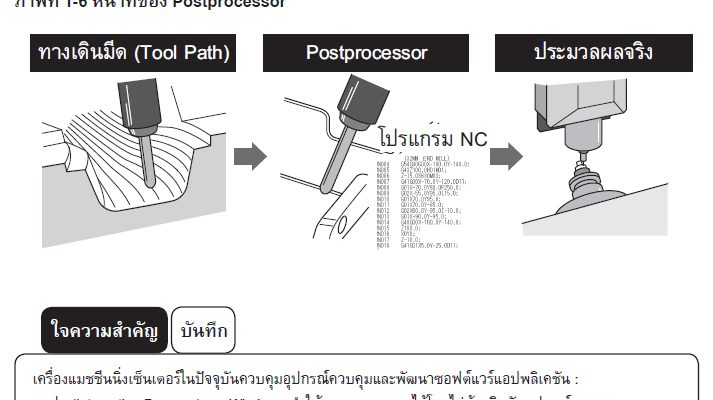
1 ประเภทของอุปกรณ์ควบคุม อุปกรณ์ควบคุมตามภาพที่ 1-5 เป็นเครื่องมือที่มีหน้าที่ในการควบคุมโดยทำการอ่านโปรแกรม NC และออก คำสั่งไปยังส่วนต่างๆ เช่น เพลาขับและเครื่องกล ถ้าเปรียบเทียบกับมนุษย์แล้วกล่าวได้ว่า หัวเพลาขับหรือ โต๊ะคือแขนขา ส่วนเซอร์โวมอเตอร์คือเส้นประสาทหรือกล้ามเนื้อที่สั่งการให้แขนขาเคลื่อนไหว และอุปกรณ์ ควบคุมเป็นหัว (สมอง) ถ้ากล่าวถึงแท็บเล็ตแล้ว Windows, Andriod, iOS ก็เทียบได้เสมือนอุปกรณ์ควบคุม ผู้ผลิตอุปกรณ์ควบคุมในประเทศญี่ปุ่น ได้แก่ FANUC, Mitsubishi Electric, Yaskawa Electric, Toshiba เป็นต้น ผู้ผลิตในต่างประเทศที่มีชื่อเสียง ได้แก่ SIEMENS, HEIDENHAIN เป็นต้น อุปกรณ์ควบคุมเองก็มี ลักษณะเด่นแตกต่างกันไปตามผู้ผลิต เหมือนกับมนุษย์เราที่มีลักษณะเด่นแตกต่างกันไปมากมาย ทั้งคนที่เล่า เรื่องเก่ง คนที่อ่านแผนที่เก่ง คนที่ถนัดงานประเภททำมือ เพราะฉะนั้นหากเปลี่ยนอุปกรณ์ควบคุมเครื่อง แมชชีนนิ่งเซ็นเตอร์เพียงส่วนเดียวก็ส่งผลให้สมรรถภาพขั้นตอนการทำงานเปลี่ยนไปได้ ในต่างประเทศพัฒนา เรื่องผลิตงานโดย 5 แกนไปไกลกว่าญี่ปุ่น จึงว่ากันว่าหากเป็นเครื่องควบคุม 5 แกนแล้ว อุปกรณ์ควบคุมของ ต่างประเทศนั้นเหนือกว่าของญี่ปุ่นเสียอีก แม้ผู้ผลิตของอุปกรณ์ควบคุมจะต่างกันแต่พื้นฐานโปรแกรม NC (G Code, M Code เป็นต้น) นั้นไม่แตกต่างกัน ยกเว้น NC โปรแกรมลักษณะพิเศษ อาทิเช่น โปรแกรมเจาะ (Drilling Cycle), การกลัดเกลียว (Tapping Cycle), โปรแกรมมาโคร, ค่าตัวแปร จะมีแตกต่างกันไปตามผู้ผลิตอุปกรณ์ควบคุม เพราะฉะนั้นหากแยกใช้เครื่อง แมชชีนนิ่งเซ็นเตอร์จำนวนหลายเครื่องโดยติดตั้งอุปกรณ์ควบคุมที่ผลิตโดยผู้ผลิตที่แตกต่างกันหลายเจ้า อาจ เกิดความสับสนได้เล็กน้อย ส่วนนี้เหมือนกับการที่เมื่อผู้ผลิตรถยนต์หรือโทรศัพท์มือถือต่างกัน ก็ทำให้ผู้ใช้ ลังเลขึ้นมาเรื่องการใช้งานเล็กน้อย 2 Postprocessor จัดทำทางเดินมีด (Tool Path) [เส้นทางตัด (Cutter Path)] ด้วย CAM เมื่อต้องการเปลี่ยนข้อมูลทาง เดินมีด (Tool Path) ให้เป็นโปรแกรม NC ต้องเลือก “Postprocessor” ที่เหมาะสมกับผู้ผลิตอุปกรณ์ควบคุม Postprocessor เป็นฟังก์ชั่นในการเปลี่ยนข้อมูลทางเดินมีด (Tool Path) ให้เป็นโปรแกรม NC ตามที่กล่าวไปข้างต้น โปรแกรม NC
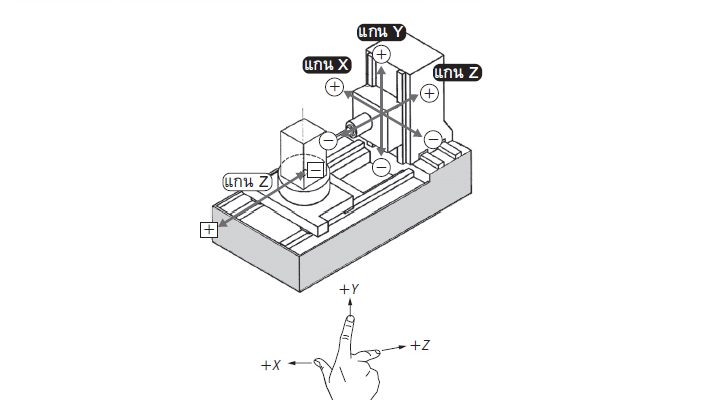
เครื่องแมชชีนนิ่งเซ็นเตอร์จะเคลื่อนที่อุปกรณ์ตัด (เพลาขับ) และโต๊ะตามค่าพิกัด เพราะเหตุนั้นการที่จะเดินเครื่อง แมชชีนนิ่งเซ็นเตอร์ต้องทราบเกี่ยวกับระบบพิกัดซึ่งเป็นพื้นฐานของตัวเลขพิกัดไว้ก่อน 1 การเคลื่อนที่เป็นเส้นตรงของเครื่องแมชชีนนิ่งเซ็นเตอร์ การเคลื่อนที่เป็นเส้นตรงของเครื่องแมชชีนนิ่งเซ็นเตอร์ประกอบไปด้วยแกน X แกน Y แกน Z ทั้งหมด 3 แกน เครื่อง แมชชีนนิ่งเซ็นเตอร์แนวตั้งและเครื่องแมชชีนนิ่งเซ็นเตอร์ 5 แกนหากมองตัวเครื่องจากด้านหน้า ซ้ายขวาจะเป็นแกน X หน้าหลังจะเป็นแกน Y ส่วนบนล่างจะเป็นแกน Z (ภาพที่ 1-3) เครื่องแมชชีนนิ่งเซ็นเตอร์แนวนอนหากมองตัวเครื่องโดยอยู่ตรงข้ามกับเพลาขับ ซ้ายขวาจะเป็นแกน X หน้าหลังจะ เป็นแกน Z ส่วนบนล่างจะเป็นแกน Y เครื่องแมชชีนนิ่งเซ็นเตอร์แบบเสาคู่หากมองตัวเครื่องจากด้านหน้า หน้าหลังจะเป็นแกน X ซ้ายขวาจะเป็นแกน Y ส่วนบนล่างจะเป็นแกน Z (ภาพที่ 1-4) แกนที่เคลื่อนที่ผ่านเพลาขับจะเป็นแกน Z ไม่ว่าจะเป็นเครื่องจักรกลชนิดใด นอกเรื่องจากเดิมมาสักนิด เครื่องกลึงเองก็มีแกน Z เป็นแกนที่เคลื่อนที่ผ่านเพลาขับ (แกนที่เชื่อมกับชุดยันศูนย์ ท้ายกับเพลาขับ) แต่ละแกนจะมีทิศทางบวก ทิศทางลบ แนวความคิดนี้ตาม “กฎมือขวา 1” ทำมือขวาตามภาพเทียบ หัวเพลาขับโดยนิ้วโป้งเป็นแกน X นิ้วชี้เป็นแกน Y นิ้วกลางเป็นแกน Z แล้วทิศทางที่นิ้วชี้ไปคือทิศทางบวก ทิศทางตรง ข้ามกันคือทิศทางลบ เครื่องจักรกลนั้นจะเอาการเคลื่อนไหวของหัวเพลาขับเป็นมาตรฐานในการดูทิศทางบวก ทิศทางลบ 2 ทิศทางของระบบพิกัด จุดนี้ควรระวัง (ส่วนนี้เป็นกับดัก!) หัวเพลาขับถูกยึดไว้อยู่ที่ตรงกลางของเครื่องแมชชีนนิ่งเซ็นเตอร์ แต่ตำแหน่งใน การเคลื่อนที่เป็นเส้นตรงจะแตกต่างกันไปตามผู้ผลิต เช่น เครื่องที่ทั้ง 3 แกนเคลื่อนที่โดยโต๊ะ หรือหัวเพลาขับเคลื่อนที่ เฉพาะแกน Z (1 แกน) และแกน X แกน Y (2 แกน) เคลื่อนที่โดยโต๊ะ เป็นต้น ยกตัวอย่างเช่น ในเครื่องแมชชีนนิ่งเซ็นเตอร์แนวตั้งที่โต๊ะเคลื่อนที่ไปในทิศทางของแกน X กับแกน Y ทิศทางบวก และทิศทางลบของแต่ละแกนจะตรงกันข้ามกับทิศทางที่นำการเคลื่อนไหวของเพลาขับมาเป็นพื้นฐาน (กฎมือขวา) แกน X (ทิศทางซ้ายขวา) ทิศทางที่เคลื่อนที่ไปยังด้านซ้ายเทียบต่อหัวเพลาขับจะเป็นทิศทางบวก และทิศทางที่เคลื่อนที่ไปยัง ด้านขวาเทียบต่อหัวเพลาขับจะเป็นทิศทางลบ ส่วนนี้หากพิจารณาจากการเทียบกันแล้ว
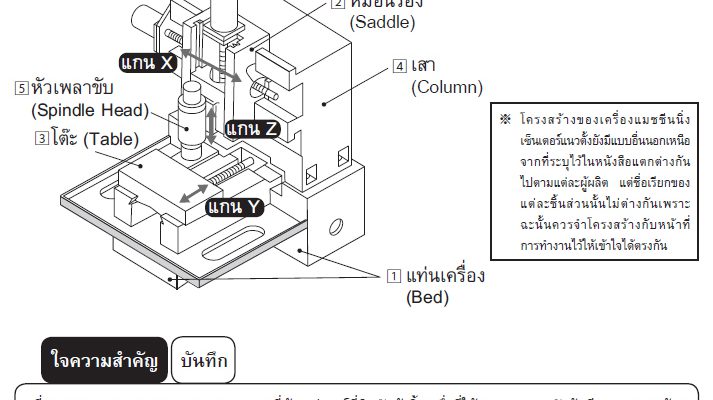
1 โครงสร้าง เครื่องแมชชีนนิ่งเซ็นเตอร์ทั่วไปจะมีฝาครอบเครื่องอยู่ทำให้มองไม่เห็นโครงสร้างด้านใน (โครงเหล็ก) เครื่องแมชชีนนิ่ง เซ็นเตอร์ในปัจจุบันมีการปรับฝาครอบให้ดูดีขึ้นและยังมีแผงควบคุมเป็นหน้าจอสัมผัสอีกด้วย หลายคนจึงนึกภาพคิด ว่าเป็นเครื่องมือกลรุ่นใหม่ แต่หากถอดฝาครอบออกโดยพื้นฐานแล้วก็ไม่ต่างไปจากเครื่องกัดทั่วไปมากเลย ฝาครอบ ของเครื่องแมชชีนนิ่งเซ็นเตอร์เรียกว่า “Splash Guard” โครงสร้างของเครื่องแมชชีนนิ่งเซ็นเตอร์แนวตั้งสามารถแบ่ง ได้เป็น 2 ประเภทใหญ่ตามกลไกการเคลื่อนที่ด้วยแกน X ได้แก่ 1 ใช้โต๊ะ (Table) สำหรับหมุนชิ้นงาน 2 ใช้ หัวเพลาขับ (Spindle Head) สำหรับหมุนชิ้นงาน 1 กรณีใช้โต๊ะ (Table) สำหรับหมุนชิ้นงาน (ภาพที่ 1-1): ส่วนที่อยู่ตำแหน่งล่างสุดและเป็นฐานรองคือ “ แท่นเครื่อง (Bed)” ซึ่งแท่นเครื่อง (Bed) นั้นเป็นฐานรองเพื่อรองรับเครื่องมือกลทั้งหมด (ตัวเครื่อง) และแท่นที่ จะเคลื่อนที่ไปในแกน Y ตามรางนำทางบนแท่นเครื่อง (Bed) ก็คือ “หมอนรอง (Saddle)” นอกจากนั้น แท่นที่ จะเคลื่อนที่ไปในแกน X ตามรางนำทางของหมอนรอง (Saddle) ก็คือ “โต๊ะ (Table)” นั่นเอง ถัดมา ชิ้นส่วนที่อยู่บนแท่นเครื่อง (Bed) และเคลื่อนที่ออกในแนวตั้งคือ “ เสา (Column)” และส่วนที่จะ เคลื่อนที่ไปในแกน Z ตามรางนำทางของเสา (Column) ก็คือ “หัวเพลาขับ (Spindle Head)” นั่นเอง หัวเพลา ขับ (Spindle head) คือส่วนมีเพลาขับ (Spindle) ประกอบอยู่ในตัว 2 กรณีใช้หัวเพลาขับ (Spindle Head) สำหรับหมุนชิ้นงาน (ภาพที่ 1-2): ส่วนที่อยู่ตำแหน่งล่างสุดและ เป็นฐานรองคือ “แท่นเครื่อง (Bed)” และแท่นที่จะเคลื่อนที่ไปในแกน Y ตามรางนำทางบนแท่นเครื่อง (Bed) ก็คือ “โต๊ะ (Table)” ชิ้นส่วนที่อยู่บนแท่นเครื่อง (Bed) และเคลื่อนที่ออกในแนวตั้งคือ “เสา (Column)” และ แท่นที่จะเคลื่อนที่ไปในแกน


