รูปภาพ 1 เม็ดมีดที่มี Chip Breaker หลากหลายรูปทรง


รูปภาพ 1 เม็ดมีดที่มี Chip Breaker หลากหลายรูปทรง

ตาราง 1 ตัวอยางมาตรฐานการกําหนดอายุการใชงานของใบมีด

ภาพ 2 ทําการตัดกลึงโดยไมมีแรงเคน (Stress) ที่กระทํากับช ิ้ นงานขณะกลึง แตงผิวสําเร็จ (ภาพจําลอง)
ขนาดของการตัดกลึงระหวางเพ ิ่งเปดเคร ื่ องกับกระบวนการหลังจากน ั้นจะไมเทากัน ภาพ 1 แสดงความแมนยําของการตัดกลึงที่ตางกันเม ื่ อเทียบระหวางมีการอุนเคร ื่ อง กอนเร ิ่ มงานกับไมมี (ภาพจําลอง)
ภาพ 1 ตัวอยางหน ึ่ งจากเคร ื่ องตัดกลึงอเนกประสงค

ภาพ 1 แสดงการตัดกลึงดวยเคร ื่ องจักรกลทรงแนวต ั้ งและทรงแนวนอน

ระบบ IoTที่ถูกออกแบบมาให้ง่ายต่อการใช้งาน
เพื่อช่วยเพิ่มประสิทธิภาพการบํารุงรักษาของคุณ มาดูกันว่า AI จะช่วยคุณประหยัดเวลาได้แค่ไหน!

บริษัท ไอทีพี เอเชีย จํากัด เป็นบริษัทญี่ปุ่นที่ให้บริการด้านงานแปลที่ใหญ่ที่สุดในประเทศไทย ดําเนินธุรกิจในประเทศญี่ปุ่นมายาวนานกว่า
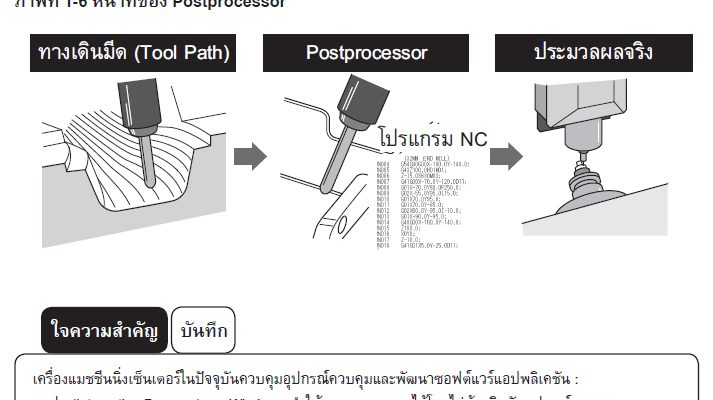
1 ประเภทของอุปกรณ์ควบคุม อุปกรณ์ควบคุมตามภาพที่ 1-5 เป็นเครื่องมือที่มีหน้าที่ในการควบคุมโดยทำการอ่านโปรแกรม NC และออก คำสั่งไปยังส่วนต่างๆ เช่น เพลาขับและเครื่องกล ถ้าเปรียบเทียบกับมนุษย์แล้วกล่าวได้ว่า หัวเพลาขับหรือ โต๊ะคือแขนขา ส่วนเซอร์โวมอเตอร์คือเส้นประสาทหรือกล้ามเนื้อที่สั่งการให้แขนขาเคลื่อนไหว และอุปกรณ์ ควบคุมเป็นหัว (สมอง) ถ้ากล่าวถึงแท็บเล็ตแล้ว Windows, Andriod, iOS ก็เทียบได้เสมือนอุปกรณ์ควบคุม ผู้ผลิตอุปกรณ์ควบคุมในประเทศญี่ปุ่น ได้แก่ FANUC, Mitsubishi Electric, Yaskawa Electric, Toshiba เป็นต้น ผู้ผลิตในต่างประเทศที่มีชื่อเสียง ได้แก่ SIEMENS, HEIDENHAIN เป็นต้น อุปกรณ์ควบคุมเองก็มี ลักษณะเด่นแตกต่างกันไปตามผู้ผลิต เหมือนกับมนุษย์เราที่มีลักษณะเด่นแตกต่างกันไปมากมาย ทั้งคนที่เล่า เรื่องเก่ง คนที่อ่านแผนที่เก่ง คนที่ถนัดงานประเภททำมือ เพราะฉะนั้นหากเปลี่ยนอุปกรณ์ควบคุมเครื่อง แมชชีนนิ่งเซ็นเตอร์เพียงส่วนเดียวก็ส่งผลให้สมรรถภาพขั้นตอนการทำงานเปลี่ยนไปได้ ในต่างประเทศพัฒนา เรื่องผลิตงานโดย 5 แกนไปไกลกว่าญี่ปุ่น จึงว่ากันว่าหากเป็นเครื่องควบคุม 5 แกนแล้ว อุปกรณ์ควบคุมของ ต่างประเทศนั้นเหนือกว่าของญี่ปุ่นเสียอีก แม้ผู้ผลิตของอุปกรณ์ควบคุมจะต่างกันแต่พื้นฐานโปรแกรม NC (G Code, M Code เป็นต้น) นั้นไม่แตกต่างกัน ยกเว้น NC โปรแกรมลักษณะพิเศษ อาทิเช่น โปรแกรมเจาะ (Drilling Cycle), การกลัดเกลียว (Tapping Cycle), โปรแกรมมาโคร, ค่าตัวแปร จะมีแตกต่างกันไปตามผู้ผลิตอุปกรณ์ควบคุม เพราะฉะนั้นหากแยกใช้เครื่อง แมชชีนนิ่งเซ็นเตอร์จำนวนหลายเครื่องโดยติดตั้งอุปกรณ์ควบคุมที่ผลิตโดยผู้ผลิตที่แตกต่างกันหลายเจ้า อาจ เกิดความสับสนได้เล็กน้อย ส่วนนี้เหมือนกับการที่เมื่อผู้ผลิตรถยนต์หรือโทรศัพท์มือถือต่างกัน ก็ทำให้ผู้ใช้ ลังเลขึ้นมาเรื่องการใช้งานเล็กน้อย 2 Postprocessor จัดทำทางเดินมีด (Tool Path) [เส้นทางตัด (Cutter Path)] ด้วย CAM เมื่อต้องการเปลี่ยนข้อมูลทาง เดินมีด (Tool Path) ให้เป็นโปรแกรม NC ต้องเลือก “Postprocessor” ที่เหมาะสมกับผู้ผลิตอุปกรณ์ควบคุม Postprocessor เป็นฟังก์ชั่นในการเปลี่ยนข้อมูลทางเดินมีด (Tool Path) ให้เป็นโปรแกรม NC ตามที่กล่าวไปข้างต้น โปรแกรม NC
