
Author: yiteng1979@gmail.com
ผูนําตองไดอาน!! หลักสูตรเพ ิ่ มพลังผูนํา
อุตสาหตัดสินใจแนวแนแลววา “จะคอยอบรมดูแลลูกนอง” และพยายามมาหลายทางแลว แตก็ไม เปนไปตามที่คิดไวเลย บางทีก็อยากจะบนออกมาเหมือนกันวา “บอกไปขนาดนั้ นแลวยังไมเปลี่ ยนอีก” “ไมมีอารมณจะทําตอแลว” “แคเตือนนิดๆ หนอยๆ ก็
เทคโนโลยีเคร ื่ องจักร-4
ภาพโดยสังเขป แสดงผิวกัดกลึงท ี่ เกิดแรงส ั่นในทิศตานแรงตัดเฉือน (แรงขับเคล ื่ อน)

เทคโนโลยีเคร ื่ องจักร-3
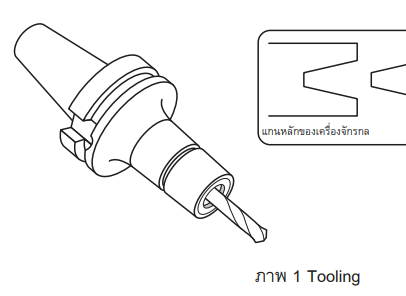
ภาพ 1 ความสัมพันธระหวางระยะย ื่ นของดอกกัด (End mill) กับการโกง

เทคโนโลยีเคร ื่ องจักร-2
ภาพ 1 ขนาดมาตรฐาน, ขนาดท ี่ ยอมรับไดสูงสุด, ขนาดท ี่ ยอมรับไดตํ่าสุด, คาพิกัดความ เผ ื่ อของขนาด ภาพ 2 ความแตกตางของรูปรางระหวางแบบแปลนกับวัตถุจริง

เทคโนโลยีเคร ื่ องจักร-1
ตาราง 1 ความสัมพันธระหวางสีของเศษตัดกับอุณหภูมิการตัดเฉือน


ใบมีดตัดเฉือน – ตัดเจียร-2
รูปภาพ 1 เม็ดมีดที่มี Chip Breaker หลากหลายรูปทรง

ใบมีดตัดเฉือน – ตัดเจียร-1
ตาราง 1 ตัวอยางมาตรฐานการกําหนดอายุการใชงานของใบมีด